




不要满足于简单的文字描述,点击我们的焊管镀锌方管专注生产制造多年产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:湖南永州焊管镀锌方管专注生产制造多年的图文介绍

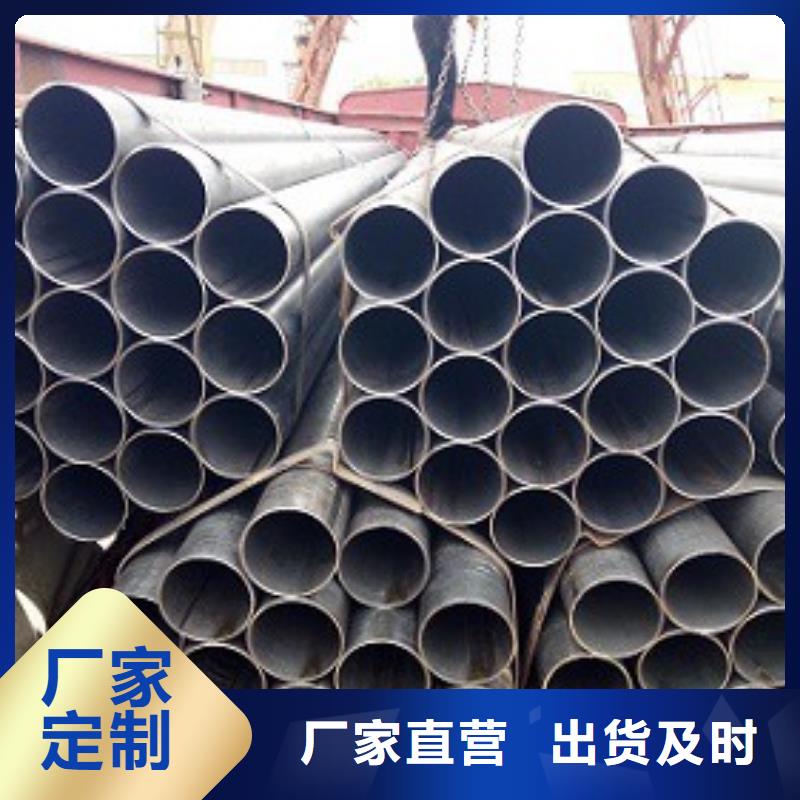
大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;


酸洗常用的酸有盐酸、硫酸、磷酸、 、氨基磺酸等无机酸,和柠檬酸、EDTA等有机酸。但由于酸对金属设备均有腐蚀作用,尤其无机酸的腐蚀更为严重,同时所放出的氢会向金属内部扩散,使被洗设备发生氢脆。另外所析出的大量的酸性气体,会使劳动条件恶化。因此在酸洗时要加入缓蚀剂,以抑制金属在酸性介质中的腐蚀,减少酸的使用量,提高酸洗效果,延长热力设备的使用寿命。酸洗时不仅要考虑酸的溶铁能力,还应考虑垢成分、金属材质、废液处理方法等因素。故选择一种质量好的缓蚀剂是酸洗的重要环节,而了解各类缓蚀剂的缓蚀性能可以更好的进行防腐工作。
硫酸酸洗缓蚀剂
硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量很低的情况下用于酸洗锅炉。由于硫酸浓度高,密度大,所以在等物质的量清洗条件下,洗一台锅炉所用工业硫酸的体积仅为盐酸的1/4,而且浓硫酸对钢铁几乎不腐蚀,这给化学清洗带来了极大的方便,可以大大简化储存、运输和配酸的系统。用于硫酸溶液中的缓蚀剂主要有两种,一种是含氮化合物缓蚀剂,如胺、吡啶以及吡啶碱和醌、2 -甲基吡啶、吡啶碘化合物和吡啶卤化物;另一种是含硫化合物的缓蚀剂,如硫脲以


④再结晶退火用以金属线材、薄板在冷拔、冷轧过程中的硬化现象(硬度升高、塑性下降)。加热温度一般为钢开始形成奥氏体的温度以下50~150℃,只有这样才能加工硬化效应使金属软化。
石墨退火用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。
扩散退火用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
去应力退火用以钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可内应力。完全退火加热温度在Ac1~Accm之间,冷却速度:在500~600℃以上时,碳钢是100~200℃/h,合金钢是50~100℃/h,高合金钢是20~60℃/h,主要用于过共析钢。
焊后退火

亿铭泰(永州市分公司)是一家专业(湖南永州) 本地 焊接钢管的生产制造、销售、物流,国际贸易为一体的综合企业。公司可定做各种(湖南永州) 本地 焊接钢管。常备库存充足,公司目前拥有二十余条国内先进(湖南永州) 本地 焊接钢管生产线,生产工艺先进,技术力量雄厚,检测手段齐全,产品质量优良,在行业中享有良好的声誉和知名度。

