
我们的球墨铸铁管【K7球墨铸铁管】品牌大厂家视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:山东泰安球墨铸铁管【K7球墨铸铁管】品牌大厂家的图文介绍

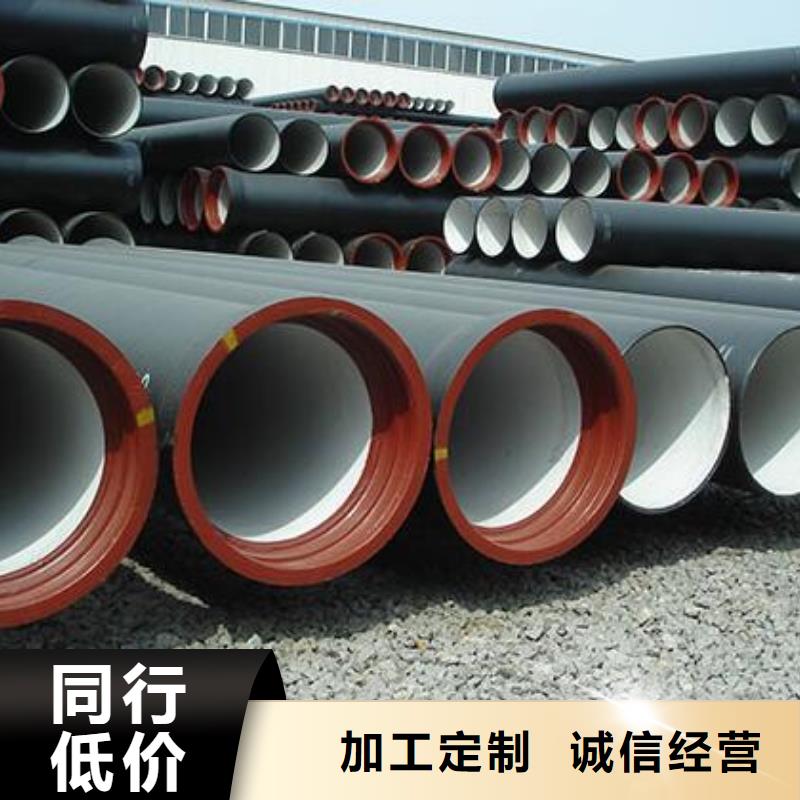
球墨铸铁管球墨铸铁型材高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力。由于球墨铸铁型材比普通灰口铸铁有较高强度、较好韧性和塑性,因此常常被用于制造内燃机、汽车零部件及农机具等球墨铸铁焊接性与灰铸铁有相同的一面,但又有其自身的一些特点。球墨铸铁管这主要表现在两方面。 (1)球墨铸铁的白口化倾向及淬硬倾向比灰铸铁大,这是因为球化剂 (当其加入量已可稳定获得球状石墨时)有阻碍石墨化及提高淬硬临界冷却速度的作用,所以,在焊接球墨铸铁时,同质焊缝及半熔化区更易形成白口,奥氏体区更易出现马氏体组织。 (2) 由于球铁的强度、塑性与韧性比灰铸铁高,故对焊接接头的力学性能要求也相应提高,常要求与各强度等级球墨铸铁母材相匹配。 3. 球墨铸铁气焊时的加热速度和冷却速度比较缓慢、均匀,可以有效防止白口、裂纹。气焊热源温度较低,球化元素蒸发、氧化烧损较少,容易实现球化。气焊火焰通常采用中性焰或弱还原焰。


球墨铸铁管在使用的时候都要进行硬度检测,但球墨铸铁管的硬度在一般的铸铁件本体的测试中是比较困难的,所以往往都是由几个部分来完成的。 球墨铸铁管的硬度测试可以在铸铁管产品的批次中抽检测,可规划为三方面,具体可根据双方面的要求商定。其次,还可根据出炉浇注的次数进行检验,由同一炉次浇注,在同一炉作相同热处理,如果需要进行热处理的铸件为一个批次按数量或重量分同一牌号在熔炼工艺稳定的条件。 目前球墨铸铁管在日常生活中的使用以及工业上的生产的广泛,我们目前有目共睹。首先施工前给水和输气管道设计好线路和相应的文件,球墨铸铁管然后按照施工图施工,关键要求符合 标准。给水和输气管道工程施工前后应该有设计单位进行设计交底,并要根据施工情况进行调查跟踪,掌握管道沿线下列情况和资料。 1、选择场地首先要勘察地形,各种电线、管线和其它设施都是否有影响。 2、要准备好相应的工程所需材料,以及场地其他情况。山东聊城球墨铸铁管依据自己的独特优势促使其在管道系统中独树一帜,前途无量。球墨铸铁管早已成为了各类管道系统中 的一类管材。



在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。


健晖铸造(泰安市分公司)座落于山东,我公司主要产品有 球墨铸铁井盖等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,健晖铸造(泰安市分公司)热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。
